




















? 定期推送激光文化,原創文章,新熱點,愛心求助消息,搞笑視頻,大學生創業, 熱點新聞,等諸多優質內容,推廣的文化微信平臺!關注激光文化館就可以了!
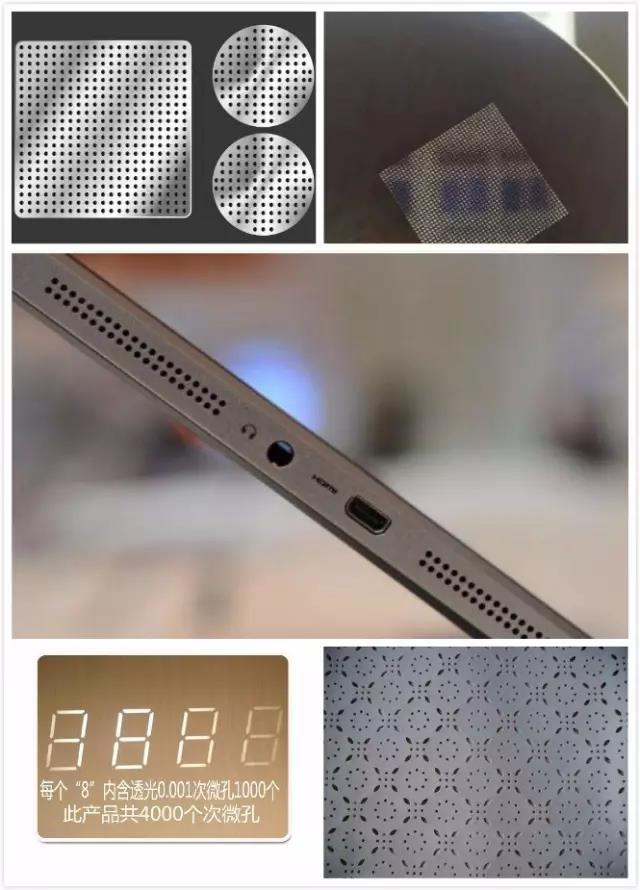
激光打孔利用高功率密度激光束照射被加工材料,使材料很快被加熱至汽化溫度,蒸發形成孔洞。激光打孔是早達到實用化的激光加工技術,也是激光加工的主要應用領域之一。
(1)激光打孔速度快,效率高,經濟效益好。
(2)激光打孔可獲得大的深徑比。
(3)激光打孔可在硬、脆、軟等各類材料上進行。
(4)激光打孔無工具損耗。
(5)激光打孔適合于數量多、高密度的群孔加工。
(6)用激光可在難加工材料傾斜面上加工小孔。
(7)激光打孔對工件裝夾要求簡單,易實現生產線上的聯機和自動化。
(8)激光打孔易對復雜形狀零件打孔,也可在真空中打孔。
(1)孔徑尺寸控制 采用小的發散角的激光器(0.001~0.003rad),縮短焦距或降低輸出能量可獲得小的孔徑。對于熔點高。導熱性好的材料可實現孔徑0.01~1mm的微小孔加工,小孔徑可達0.001mm。
(2)孔的深度控制 提高激光器輸出能量,采用合理的脈沖寬度(材料和導熱性越好,宜取越短的脈沖寬度),應用基模模式(光強呈高斯分布的單模)可獲得大的孔深。對于孔徑小的深孔宜用激光多次照射,并用短焦距(15~30mm)的物鏡打孔。
(3)提高激光加工孔的圓度 激光器模式采用基模加工,聚焦透鏡用消球差物鏡,且透鏡光軸與激光束光軸重合,工件適合偏離聚焦點以及選擇適當的激光能量等可提高加工圓度。
(4)降低打孔的錐度 通常孔的錐度隨其孔徑比增大而增加,采用適當的激光輸出能量或小能量多次照射,較短的焦距,小的透鏡折射率及減少入射光線與光軸間的夾角等措施可減小孔的錐度。
 18682295530 / 0755-84269079
18682295530 / 0755-84269079 lhk26@163.com
lhk26@163.com 深圳市龍崗區布吉三聯珠寶大樓A棟四樓
深圳市龍崗區布吉三聯珠寶大樓A棟四樓

